

產品分類
產品搜索
- 請輸入您的關鍵詞:
新聞中心您的位置:首頁 > 新聞中心
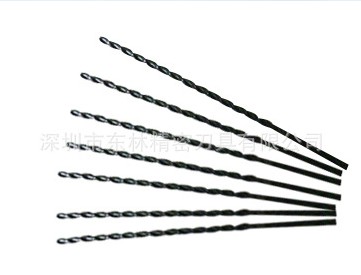
拋物線鉆頭的質量怎么判斷?
2026-3-4
拋物線鉆頭的質量直接影響深孔加工的效率、精度和刀具壽命。判斷其質量需從結構設計、材料工藝、涂層技術、制造精度等多個維度綜合評估。
一、看結構設計是否符合深孔加工需求
1.鉆芯厚度合理(約占直徑30%~40%)
較厚的鉆芯能提升剛性,減少鉆削時的彎曲與振動,保障孔的直線度。若鉆芯過薄(如接近標準麻花鉆的20%),則易在深孔加工中發生偏移或斷裂。
2.螺旋角在36°~38°之間
螺旋角越大,排屑越順暢。優*質拋物線鉆頭通常采用大螺旋角設計,顯著優于普通麻花鉆的28°~30°。
3.排屑槽為近似拋物線形,容屑空間大
拋物線形槽型可增大容屑體積,避免切屑堵塞,同時有利于切削液進入鉆尖區域,實現良好冷卻。
4.橫刃修磨為正前角(如十字刃或S型刃磨法)
正前角設計可減小軸向力,使切削更輕快,降低功耗與磨損。
二、查材料與制造工藝是否達標
1.基體材料優*質
高性能型號應采用M42高速鋼(含鈷)或硬質合金,具有更高紅硬性和耐*磨性。
全磨制工藝優于軋制成型,能保證刃口精度和表面光潔度。
2.熱處理工藝先進
采用真空淬火技術可確保組織均勻、硬度穩定(通常HRC 65~67),防止刃口軟化或脆裂。
3.焊接牢固(適用于焊接式硬質合金鉆頭)
若為鑲嵌硬質合金刀片的復合鉆頭,需檢查焊接部位是否平整無裂紋,常用銀/銅焊料連接,確保高溫下不脫落。
三、觀察表面涂層與功能增強設計
優*質鉆頭常配備以下涂層之一,以提升耐*用度:
TiN(氮化鈦):金黃色,適用于多種鋼材的高速鉆削,延長壽命30%以上。
TiCN(碳氮化鈦):藍灰色,硬度高,耐*磨性好,但慎用于有色金屬。
TiAlN(氮化鋁鈦):黑灰色,在高溫下形成氧化鋁層,抗*氧化能力強,適合難加工材料。
四、驗證冷卻與排屑系統適配性
內冷卻通道設計:部分產品會集成內冷孔,使切削液直達切削區,有*效降溫并推動切屑排出,特別適合長徑比超過10:1的深孔。
排屑流暢性測試:可通過試鉆觀察切屑形態——理想狀態為短螺旋狀,不纏繞、不堵塞。
以上是拋物線鉆頭質量判斷標準,希望對大家有幫助。
上一條 [麻花鉆頭的用途與特點怎樣?]
下一條 [拋物線鉆頭的適用材料及特點]